Maintenance Strategy for an Emergency Lighting System
4.0Industrial Relations Challenges
6.0Staff Training Requirements
7.0Condition of Emergency Lighting at Handover
8.2Quantities of Fittings by Area & Zone
8.3Components Failure Information
9.0Execution of Maintenance Activities
9.1Structure and Administration of PMs on CMMS
9.6ATEX Areas – Specialist Equipment
           Table 1
|
Term / Abbreviation |
Definition |
|
API |
Active Pharmaceutical Ingredient |
|
ATEX |
Atmosphere Explosible (French acronym) |
|
CAT |
Category |
|
CCTV |
Closed-Circuit Television |
|
cGMP |
Current Good Manufacturing Practice |
|
CMMS |
Computerised Maintenance Management System |
|
CSE |
Confined Space Entry |
|
CTU |
Central Test Unit |
|
|
Explosion protection symbol displayed on equipment that is suitable for use in an ATEX area |
|
FT |
Facilities Technicians |
|
HR |
Human Resources |
|
HSA |
Health And Safety Authority |
|
HSE |
Health, Safety and Environment |
|
IR |
Industrial Relations |
|
IS |
Irish Standard |
|
IFM |
Integrated Facilities Management |
|
KPI |
Key Performance Indicator |
|
LEL |
Lower Explosive Limit |
|
LVI |
Liquid Vapour Incinerator |
|
NIPBI |
Novartis International Pharmaceutical Branch Ireland |
|
NRL |
Novartis Ringaskiddy Limited |
|
MCB |
Miniature Circuit Breaker |
|
MEWP |
Mobile Elevated Work Platform |
|
MTBF |
Mean Time Between Failure |
|
MTTR |
Mean Time To Repair |
|
PB1 |
Production Building 1 |
|
PB1A |
Production Building 1 Annex |
|
PB2 |
Production Building 2 |
|
PM |
Preventive Maintenance |
|
PU |
Production Unit |
|
QA |
Quality Assurance |
|
SAP |
Computerised Maintenance Management System used by Novartis |
|
SOP |
Standard Operating Procedure |
|
TS |
Technical Services |
|
VEIS |
Veolia Environnement Industries Services |

 Ex
Ex
One could be forgiven for thinking that compiling a maintenance strategy for an emergency lighting system would be a trivial matter to execute.
This may possibly be the case with a small office building but our challenge at Novartis was not a task that could be underestimated.
The first thing to consider is the scale of the site at approximately 150 acres and that emergency lighting by its nature permeates every nook and cranny. The second is the huge emphasis placed on safety which is understandable when Seveso directives are factored in.
Adding to this was the fact that until VEIS arrived on site there was no existing strategy for the maintenance of the emergency lighting system. Once the remit passed to VEIS, literally overnight, we inherited the mammoth task of restoring the system to full operation and ensuring regulatory compliance in terms of inspection and testing.
This all was being played out under the watchful gaze of existing site staff that may not have been openly welcome to the notion of an IFM company’s arrival on site.
There was minimum time for VEIS staff to ease into their roles in this challenging environment. Needless to say the first six months on site were a baptism of fire (but thankfully not in the literal sense!).
Besides immediately assuming inspection and testing duties, the initial stages involved gathering data on both the quantities of light fittings present and the extent of repair work required. The next stage required meeting with suppliers to arrange for parts supply. Full restoration of the system would then take place in tandem with ongoing inspection and testing.
Regarding inspection and testing, there was little leeway for VEIS to create a customised approach as the regulations in I.S. 3217 2013 are quite prescriptive. We simply had to figure out the most effective and efficient way to deliver the required performance of such a safety critical system.
I believe the expertise required from VEIS was not to reinvent a method of maintaining an emergency lighting system. Instead it was to implement a strategy, where none existed before, that worked both in terms of compliance to regulations and ensuring maximum availability of a safety critical system. On this front, we certainly delivered.
Novartis Ringaskiddy Limited is an API manufacturing plant located in Co. Cork Ireland.
It is part of the Novartis global healthcare company which is based in Switzerland.
In January 2014, VEIS assumed responsibility for the provision of an Integrated Facilities Management contract of 5 years duration. This encompassed the following equipment/services:
- Utilities – steam boilers, air compressors, air dryers, cooling towers, water treatment, purified water systems.
- Hard Services – fire alarm, gas detection system, CCTV, roller shutter doors, clean room sliding doors, dock lifts, passenger and freight elevators, emergency lighting.
- Soft Services – catering, cleaning, security, landscaping, pest control, internal plants.
This was the first venture into the outsourcing of Facilities Management services by Novartis so there was a steep learning curve for all concerned.
My role with VEIS was Technical Team Lead with primary responsibility over Utilities and Hard Services.
Our most immediate Task was to implement a Maintenance Strategy for site wide Emergency Lighting. This had fallen into neglect over the years; mainly due to a lack of a dedicated team to oversee its maintenance – there had almost been an ad hoc approach to testing and repair.
Besides my role as Team Lead, the VEIS maintenance crew consisted of 2 Facilities Technicians, both with strong past electrical experience.
It was decided that upkeep of the Emergency Lighting system would be fully self-delivered with no outside contractor involvement.

Figure 1: Novartis Ringaskiddy Limited (Source: PM Group)
Figure 1 is an aerial view of the Novartis Ringaskiddy Limited site (PM Group).
Table 2
|
A |
Main Switch Room |
|
B |
Pump House |
|
C |
Tank Farm |
|
D |
Solvent Recovery |
|
E |
LVI |
|
F |
Contractor’s Compound (not in IFM contract scope) |
|
G |
Project Stores (not in IFM contract scope) |
|
H |
PB 2 |
|
I |
PB 1 |
|
J |
PB 1A |
|
K |
Waste Water |
|
L |
Utilities |
|
M |
Technical Services |
|
N |
QA Labs |
|
O |
Warehouse |
|
P |
Canteen/HR/Administration |
|
Q |
NIPBI Labs |
|
R |
Security Gate House |
Table 2 defines alphabetically labelled points in Figure 1.
Novartis Ringaskiddy Limited is subject to Seveso directives. These directives are put in place to help prevent major industrial accidents and ensure that sites are prepared, in terms of response, for when accidents occur (European Commission, 2016).
Sites are categorised according to the amount of hazardous chemicals in storage (Lawlor Technology, 2015). NRL is an upper tier Seveso site – there are up to 4000m3 of solvent chemicals stored on site.
There are also several Zone 1 and 2 ATEX areas. The HSA (n.d.) defines these as:
“Zone 1 – That part of a hazardous area in which a flammable atmosphere is likely to occur in normal operation.”
“Zone 2 – That part of a hazardous area in which a flammable atmosphere is not likely to occur in normal operation and, if it occurs, will exist for a short period.”
Another example of a hazardous area is the Dryer Unloading area in PB1. During certain production campaigns, there is the presence of Category 3 chemicals here. Access to the area is strictly prohibited during these times. Contact with minute amounts of Category 3 chemicals can have severe health consequences for a person (Ader et al, 2005).
Because of the highly dangerous operating context of the emergency lighting system, safe work practices were essential for the VEIS team on the Novartis site.
We were required to develop a method statement for emergency lighting maintenance activities. This was reviewed by the HSE department and a site electrical engineer. Edits were performed where necessary prior to final approval.
The use or carrying of cellular phones was prohibited at all times at NRL.
It’s worth noting for this exercise the challenging IR environment that VEIS entered at the beginning of the IFM contract. It was seen by many on site that moving to an outsourced service provider would result in lay-offs for NRL maintenance staff.
In reality VEIS were tasked at delivering in areas that were either previously neglected or lacked central control.
Until this realisation had sunk in, maximum discretion and diplomacy was required from the VEIS team in order to gain acceptance from the existing site staff.
During the initial stages of the VEIS team’s arrival onsite, there was an unwavering focus on all aspects of our conduct. It was of prime importance that the team displayed the upmost professionalism and adherence to safe working practices at all times.
It was essential that, for our maintenance strategy to work, full cooperation was received from existing site staff. This involved gaining trust from both management and ‘floor’ staff.
The Novartis Ringaskiddy site, under the surface, functions as a group of almost autonomous areas. The production buildings, utilities, warehouse, tank farm & waste water areas all have designated management teams who all have in turn subtle but distinct differences in methods of operation.
As emergency lighting is a utility that features across the site, the VEIS team had to find a way to adapt to the varying cultural practices in order to make our strategy work.
Engaging in a respectful and sometimes almost deferential manner was the order of the day. Here are some of the bridges that had to be crossed:
Method Statement development
- The method statement for emergency lighting maintenance activities required review and approval from both the HSE process safety manager and PB1 electrical engineer.
- The peculiar aspect to this is that neither of the other two site electrical engineers opted to review or approve the method statement despite being presented with it.
- See Appendix A for cover page of Method Statement.
Planning Meetings
- Again there was a variance here in that VEIS attended weekly maintenance planning meetings in the PB2 production building only.
- This was to ensure that production and maintenance coordinators were aware of upcoming works. This obviously extended beyond emergency lighting to all VEIS related maintenance.
- It also helped ensure that the work permitters for the building had advanced notice as resources were tight in this area.
- For other areas on site, email notification was sufficient to alert NRL staff of pending activities.
Client Meetings
- As part of our customer engagement strategy, we arranged separate monthly meetings with key staff from the PB1, PB2 and Technical Services areas.
- This provided a forum for all parties to express opinions on any issues or indeed the good news stories.
KPI Score Card
Client interaction was critical here. See section 13.0 for specific detail.
ATEX areas
It was vital for VEIS to gain the confidence of the client in our ability to work safely and competently in the ATEX areas. As an embedded contractor, we were subject to more intense scrutiny than any sub-contractor that provided services to the client. An example would be the purchase of a Fluke Ex multi-meter that we made. This came at a cost of €1000. All other electrical maintenance staff used the non-Ex €300 version.
Asset Register
Individual emergency light fittings were not listed on the NRL asset register. The lowest level the register went to was the Central Test Units. The Novartis engineers were keen to have a full schedule of emergency light fittings included in the asset register so it made sense for VEIS to assist them. Aiding the NRL engineers with this task was not in the scope of the IFM contract but providing this service did much to solidify the relationship and further build trust. This was practically a mini project and involved the following activities:
- Compiling the full list of fittings.
- Listing the fittings accurately by type and by area.
- ‘Redlining’ the lighting plans to reflect moved, removed or newly installed fittings.
- Confirming the correct CTUs, Distribution Boards and MCBs.
- Liaising with the site electrical engineers to agree on a naming/tagging convention.
- Supplying redlined lighting plans to site drawing office for printing and uploading to the Novartis COMOS system.
Site Manual (Play Book)
A site manual or ‘play book’ was developed which outlined the scope of the VEIS IFM contract. This was a live document which evolved as the contract progressed and reflected any new services that were added to the remit of VEIS. The site manual was subject to periodic review by the Novartis IFM lead. High level maintenance strategies were also stored in in this book.
In order to comply with rigorous onsite HSE policies, VEIS technical staff required training/certification with the following:
- ATEX Awareness.
- Emergency Lighting Commissioning & Inspection.
- Confined Space Entry.
- Mobile Access Tower assembly.
- Current Good Manufacturing Practice.
- Fire Watch.
- Lock-out/Tag-out/Isolation.
- Mobile Elevated Work Platform operation.
- Permitting – hot and cold works.
- SAP CMMS
- User level for FTs.
- Maintenance Planner level for Technical Team Lead.
- Working at Heights.
- Manual Handling.
- Safety Harness.
As previously mentioned, the Emergency Lighting system had fallen into a state of disrepair on the Ringaskiddy site. With the arrival of VEIS onsite as the IFM provider, a new impetus was put on restoring the system to full operating order and maintaining it to a proper and compliant standard.
In addition, it was quickly noticed by the VEIS team that list of emergency light fittings in the contract tender was not correct. There had been several additions and modifications to the system without proper records to reflect the changes.
After a thorough appraisal, it was found that more than €100,000 would be required in parts purchasing to carry out the necessary repairs. This would have to be actioned by VEIS as it was within scope of the contract.
   Appendix B lists the costs of parts required to achieve a fully functioning emergency lighting system.
All of the emergency light fittings on the NRL site are of the Self-Contained Emergency Luminaire variant.
This type is defined as having all components such as the lamp, control unit and battery either inside or not more than one metre from the fitting (Ventilux, n.d.).
8.1 Various Types Used
Figures 2 and 3 show both the most commonly used and most expensive to replace fittings used at NRL.
There are other types also such as ‘Exit/Running Man’ and ‘Twin Spot’. Although these are equally critical from a safety perspective, they came at a fraction of the cost to replace.
It was decided because of the preferential pricing available for purchasing complete Stahl fittings that these would be used to replace defective CEAG units that were economically unrepairable.
CEAG fittings were kept in service only when the repairs didn’t extend beyond tube and battery replacement.

Figure 2: Stahl Ex Emergency Light Fitting (Source: Stahl)

Figure 2 shows the types of Stahl light fittings used on the Novartis site (Stahl).
Figure 3: CEAG Ex Emergency Light Fitting (Source: Atex)
Figure 3 shows the type of CEAG light fitting used on the Novartis site (Atex).
8.2 Quantities of Fittings by Area & Zone
Table 3
|
Fitting Type |
|||
|
Ex Zone 1 |
Ex Zone 2 |
Safe Area |
|
|
Main Switch Room |
6 |
||
|
Pump House |
15 |
||
|
Tank Farm |
28 |
57 |
28 |
|
Solvent Recovery |
33 |
69 |
|
|
LVI |
16 |
35 |
|
|
PB 2 |
563 |
130 |
|
|
PB 1 |
530 |
145 |
|
|
PB 1A |
285 |
78 |
|
|
Waste Water |
58 |
31 |
|
|
Utilities |
55 |
||
|
Technical Services |
95 |
||
|
QA Labs |
88 |
||
|
Warehouse |
93 |
||
|
Canteen/HR/Administration |
125 |
||
|
NIPBI Labs |
168 |
||
|
Security Gate House |
7 |
||
|
Sub Totals |
1455 |
219 |
1064 |
|
Grand Total |
2738 |
||
Table 3 list the corrected amounts of light fittings by zone and by area.
The more correct way to classify equipment suitable for use in Ex Zone 1 and Zone 2 areas is by CAT 2 and CAT 3 respectively. However it is normal in Industry to reference them by Ex Zone numbers only.
Safe Area refers to type of light fittings used outside of the hazardous areas.
8.3 Components Failure Information
The one benefit of taking on a dilapidated system, from a maintenance perspective, is that you have the data to hand on the reasons why the assets have failed. Figure 4 displays a breakdown of these failure modes for the emergency light fittings on the Novartis site.
This information was a key driver in deciding the amounts and types of spare parts to be held on site.
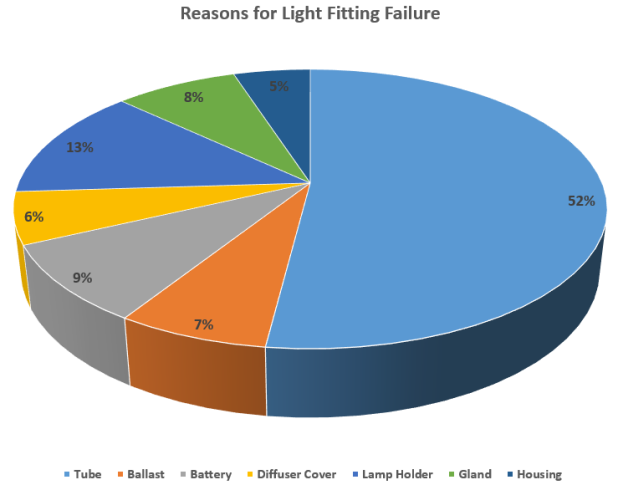
Figure 4: Reasons for Light Fitting Failure
Figure 4 illustrates failure data compiled on the NRL site.
The Inspection and Maintenance activities evolved as the contract progressed on the Novartis site. The initial stages comprised of inspection and data gathering. This advanced to inspection, testing and repairs.
9.1 Structure and Administration of PMs on CMMS
Novartis utilises the SAP CMMS to administrate all of its maintenance activities. VEIS staff were trained onsite in the use of this system. The Facilities Technicians were trained to
User level while the Technical Team Lead was trained to Planner level.
As effective owners of the assets and systems that were in scope for the IFM contract, it was agreed that we would manage maintenance activities end-to-end.
Here is a synopsis of how we ran this aspect of our operation for the emergency lighting system:
- PMs were built against the Asset IDs of the CTUs.
- The CMMS Created a PM01 Preventive Maintenance Work Order in advance of the Due Date based on the Call Horizon settings.
- The VEIS Planner Released the Work Order in advance of the activity being carried out.
- One of the FTs printed the resultant Job Card.
- The FTs had a predetermined period of time from the Due Date to complete the activity so as not to exceed the Late Date.
- PMs that overshot the Late Date required Deviation Reports to be submitted.
- Corrective activities were recorded using PM11 Deferred Maintenance or PM12 Immediate Maintenance Work Orders depending on the severity of the issue.
- Completed Job Cards and reports, where applicable, were uploaded to the CMMS and attached to the relevant Work Order before changing its status to Complete.
See Appendix C for definitions of the terms used by the SAP CMMS.
See Appendix D for an example of a Novartis Work Order raised on the SAP CMMS.
9.2 Permitting for Works
There was variance across the NRL site in how permits to work were processed. Again it was an example of how at a high level there was standard practice but the reality on the ground was different.
This was another area where VEIS had to adapt to the different procedures and ensure both safety compliance and a timely manner for delivering works. The time concern stems from lengthy delays that could occur if one did not follow the specific permitting guidelines for a particular area.
See Appendix F for a table displaying the differences per area in processing of permits to work on the NRL site.
9.3 Inspection and Testing
Daily Test
The following is the procedure employed for the daily test:
- To complete the daily test of the emergency lighting system, one of the Facilities Technicians walks the site and checks the CTUs for presence of any faults.
- Permitting is not required for this activity.
- Any faults are recorded in the VEIS Emergency Lighting Logbook and repairs are put into the work queue.
Visual Inspection of Emergency Lights
Under the previous I.S. 3217 standard, all emergency light fittings had to be visually inspected weekly. This would have been near impossible for the VEIS team to deliver.
The current standard stipulates that 25% of fittings are to be visually inspected weekly resulting in 100% being checked in a four week period.
The following is the procedure employed for the visual inspection:
- When conducting a visual inspection of the emergency lights in an area, the Facilities Technicians will first contact the area supervisor to inform them of the intention to carry out an inspection.
- A permit and countersignature will then be requested if it is deemed necessary.
- Technicians will use the access card swipe-in system or the sign-in logbook when entering the area if such systems are present.
- The Technicians will then walk the area and record their results in the VEIS Emergency Lighting Logbook.
- The area will be left in a clean and tidy state.
- They will swipe or sign out when leaving the area if such systems are present.
- If a permit was received then it will be returned and signed off.
- See Appendix E for Risk Assessment table.
Three Monthly Inspection (for a 3 hour self-contained system)
The following is the procedure employed for a 3 monthly inspection:
- When conducting the Three Monthly Inspection of the emergency lights in an area, the Facilities Technicians will first contact the area supervisor to inform them of the intention to carry out an inspection.
- A permit and countersignature will then be requested.
- Signs will be placed at the entrances to the area to advise personnel that an inspection is taking place.
- Technicians will use the access swipe-in system or the sign-in logbook when entering the area if such systems are present.
- The emergency lighting Central Test Unit will then be activated, or in cases where a circuit is not on a CTU, the MCB will be switched off which will result in the emergency lighting going into fault mode.
- The Technicians will then walk the area and record their results in the VEIS Emergency Lighting Logbook.
- When complete the CTU will be reset and any MCBs that were switched off will be switched on.
- Faults that have been recorded will then be addressed.
- A suitable ladder will be used for the repairs.
- Where the step ladder is used, FTs should not exceed hip height to the top rung of the ladder.
- A safety harness will be worn where required.
- A scaffold will be used where required.
- Care is to be taken when using hand tools.
- A Hot Work Permit will be required to work near live exposed parts such as using a meter to check for power.
- If replacing internal parts of the light or where a wiring fault needs to be rectified, then the circuit will be locked out at the lighting supply board with a MCB locking device and a padlock. VEIS staff will refer to Novartis SOP 000.926.0479 – Isolation of electrically driven equipment.
- Before disconnecting any cable the FT must always confirm that the internal mains wiring is ‘dead’ using a digital multi-meter.
- When work is complete then the area is to be left clean and tidy and all circuits should be powered up.
- They will swipe or sign out when leaving the area if such systems are present.
- The permit will be returned and signed off.
- See Appendix E for Risk Assessment table.
- Upon completion of the Three Monthly Inspection and testing, a report for inspection, testing and servicing as detailed in Annex C1 and Annex C7 of I.S. 3217:2013 shall be attached to the relevant SAP Work Order where it can be viewed/printed by the PU Manager and electrical engineer of (PB1,PB2,TS). As per 16.2.4.1 of I.S. 3217:2013. A copy of the report shall be placed in the VEIS Emergency Lighting Logbook.
Annual Load Test (for a 3 hour self-contained system)
The following is the procedure employed for the annual load test:
- When conducting the Annual Load Test of the emergency lights in an area, the Facilities Technicians will first contact the area supervisor to inform them of the intention to carry out an inspection.
- A permit and countersignature will then be requested.
- Signs will be placed at the entrances to the area to advise personnel that an inspection is taking place.
- Technicians will use the access swipe-in system or the sign-in logbook when entering the area if such systems are present.
- The emergency lighting Central Test Unit will then be activated, or in cases where a circuit is not on the CTU the MCB will be switched off, which will result in the emergency lighting going into fault mode.
- The Technicians will then walk the area and record their results in the VEIS Emergency Lighting Logbook.
- When complete the CTU will be reset and any MCBs that were switched off will be switched on.
- Faults that have been recorded will then be addressed.
- A suitable ladder will be used for the repairs.
- Where the step ladder is used, Technicians should not exceed hip height to the top rung of the ladder.
- A safety harness will be worn where required.
- A scaffold will be used where required.
- Care is to be taken when using hand tools.
- A Hot Work Permit will be required to work near live exposed parts such as using a meter to check for power.
- If replacing internal parts of the light or where a wiring fault needs to be rectified, then the circuit will be locked out at the lighting supply board with a MCB locking device and a padlock. VEIS staff will refer to Novartis SOP 000.926.0479 – Isolation of electrically driven equipment.
- Before disconnecting any cable the FT must always confirm that the internal mains wiring is ‘dead’ using a digital multi-meter.
- When work is complete then the area is to be left clean and tidy and all circuits should be powered up.
- They will swipe or sign out when leaving the area if these are present.
- The permit will be returned and signed off.
- See Appendix E for Risk Assessment table.
- Upon completion of the Annual Load Test, Annex C6 of I.S. 3217:2013 shall be completed and attached to the relevant SAP Work Order where it can be viewed/printed by the PU Manager and electrical engineer of (PB1, PB2, or TS). As per 16.2.5.1 of I.S. 3217:2013. A copy of the report shall be placed in the VEIS Emergency Lighting Logbook.
- See Appendix G for Annex C6 of I.S. 3217:2013.
9.4 Lux Level Testing
Under the previous I.S. 3217 standard, Lux Level testing had to be performed every 4 years. The current standard stipulates that the person overseeing testing provides an opinion in the annual report that adequate illumination is provided.
9.5 Repairs
The level of repairs required on the site rightfully amounted to a project. However this was not countenanced at contract set-up time. As such, a major challenge was presented to the VEIS site team to carry out repair work while also performing the various statutory testing activities.
The agreed strategy was that if the FTs were testing in a particular area on a given day, they would also endeavour to carry out any necessary repair work on that day in the same area.
This called for tight planning practices; making sure that all parts and tools were available so that work could progress smoothly.
9.6 ATEX Areas – Specialist Equipment
As well as the normal equipment that formed a Facilities Technician’s toolbox, other specialist equipment was required for ATEX areas. Here are examples:
- Fluke 28 II Ex Intrinsically Safe True-RMS Digital Multi-meter
- Motorola GP340 ATEX Two-Way Portable Radio – Blue Version
- Industrial Equipment Ventis MX4 Multi-Gas Detector
9.7 Emergency Lighting Logbook
- A log book is required to be kept onsite as part of I.S. 3217:2013 compliance.
- This contains all technical data on the lighting systems.
- VEIS employed the use of multiple log books to cover the different areas on site.
- An extra benefit was extracted from this process in that we were able to record important failure data such as: age of failed component, reason for failure, downtime and parts used in repair.
- An accumulation of this information would eventually give us MTBF, failure modes, MTTR and costs of maintenance.
9.8 Improvements/Synergies
Personnel
- Visual Inspections:
- Once the majority of repairs were completed to the system and stability was achieved, it was envisaged that Security staff could assist with the unskilled task of visually inspecting the emergency light fittings.
- The night shift were already covering the site in its entirety on a monthly basis to perform checks on the fire extinguishers.
- The main advantage of this is that it would free up FTs for more technical tasks.
- As VEIS oversaw Security staff, they would be able to issue a directive.
- This had yet to commence when I finished employment at VEIS.
- Daily Checks
- At start of the daily shift, it was decided that one FT would check the CTU panels site-wide for any faults while the other FT arranged necessary permits to work.
- Both of these activities would take approximately one hour to perform.
Technical
- Increasing reliability of light fittings:
- It became evident that a significant amount of the external light fittings had failed because of the wrong type of cable glands used or because the cable gland was overtightened causing the housing to crack.
- Both of these issues resulted in water ingress causing the fitting to rot from the inside out.
- These are perfect examples of maintenance induced failures.
A move to a fully addressable system would provide huge gains in terms of reducing testing and inspection by FTs. With these systems, each light fitting connects to a zonal controller which in turn feeds back to a central controller.
The fittings are ‘live’ monitored with alerts raised if a fault occurs. Reports can be generated automatically and set to coincide with PM frequencies for attachment to Work Orders.
The system can also be accessed remotely from any computer or smart phone with an internet connection.
The prohibiting factor is the huge installation cost. A similar project on another site resulted in a cost per fitting of €350 and this was for Safe Area equivalent. Add in a conservative multiplier of 3x for the Ex fittings and the project would easily exceed €2,000,000.
It costs approximately €100,000 per year to employ a Facilities Technician so there would not be a justification based on return on investment to proceed with this installation.
See Appendix H for costs information on installation of an addressable emergency lighting system.
There was very tight controls regarding the measurement of performance of VEIS and its sub-contractors during the IFM contract. The following points lay out how this was enacted:
- KPI Scorecards
- These were completed monthly by VEIS and equated to a self-test on our performance. As technical lead, I had the responsibility for completion of Hard Services relate scorecards.
- 2% of the VEIS monthly contract fee was at risk and calculated based on the following:
- Each minor failure up to a maximum of three resulted in 0.33 of 2%.
- One major failure resulted in 2%.
- An example of a major failure would be non-completion or late completion of a statutory, safety critical or cGMP maintenance activity.
- Emergency Lighting fell under both the statutory and safety critical categories.
- As the scorecards were completed internally, one may be inclined to believe there was a possibility that we would always score ourselves generously. This was not the case as VEIS were fastidious in their approach to honest reporting on levels of service provided.
- In the event of a formal complaint issued by client and not successfully challenged by VEIS, there was again a 2% deduction made on the monthly contract fee.
- All services provided were subject to this scoring scheme with a potential loss of 2% for failure achieved in each one.
- As the contract was valued in excess of €7,000,000 per year, each 2% deduction amounted to a significant sum of money.
- Setting aside the financial penalties, there was also the reputational aspect to be considered. Novartis are a high profile company and it brought great prestige to the Veolia brand, through VEIS, to be associated with them.
Ader, A. W. et al (2005). Occupational health categorization and compound handling practice systems – roots, application and future. [Online]. Available from http://www.safebridge.com%2FTechnical-Papers%2FPDF%2FOccupational-Health-Categorization-and-Compound-Handling-Practice-Systems-Roots-Applications-and-Future%2F&usg=AFQjCNFLJmcUy1ffnD7a9m3mIurWH9Bptg [Accessed 23 November 2016].
Atex (2010). Ex Emergency Light Fittings Surface Mounting. [Online]. Available from http://www.atex.ie/ProductDetail.aspx?ProductId=9 [Accessed 29 November 2016].
European Commission (2016). The Seveso Directive – Prevention, preparedness and response. [Online]. Available from http://ec.europa.eu/environment/seveso/ [Accessed 01 December 2016].
Health and Safety Authority (n.d.). ATEX and Electrical Apparatus.[Online]. Available from
http://www.hsa.ie/eng/Topics/ATEX_and_Electrical_Apparatus/ [Accessed 03 November 2016].
Lawlor Technology (2015). SEVESO III – COMAH Regulations. [Online]. Available from http://www.lawlortechnology.ie/index.php/seveso-iii-comah-regulations [Accessed 01 December 2016].
National Standards Authority of Ireland (2013). I.S. 3217:2013. Emergency Lighting. Published under the authority of the NSAI.
PM Group (n.d.). Novartis, Engineering Alliance Agreement.[Online]. Available from
http://www.pmgroup-global.com/Services/Managed-Services/Featured-Projects/Novartis-Engineering-Alliance-Agreement.aspx [Accessed 04 November 2016].
Stahl (2010). Emergency Light Fitting for Fluorescent Lamps. [Online]. Available from http://www.r-stahl.com/fileadmin/Dateien/gesamtkatalog2011/6008_6408_EmergencyLightFitting_EK00_III_en.pdf [Accessed 28 November 2016].
Ventilux (n.d.). Emergency Lighting Definitions. Available from http://www.ventilux.com/wp-content/uploads/Emergency-Lighting-Definitions.pdf [Accessed 29 November 2016].
13.1 Appendix A
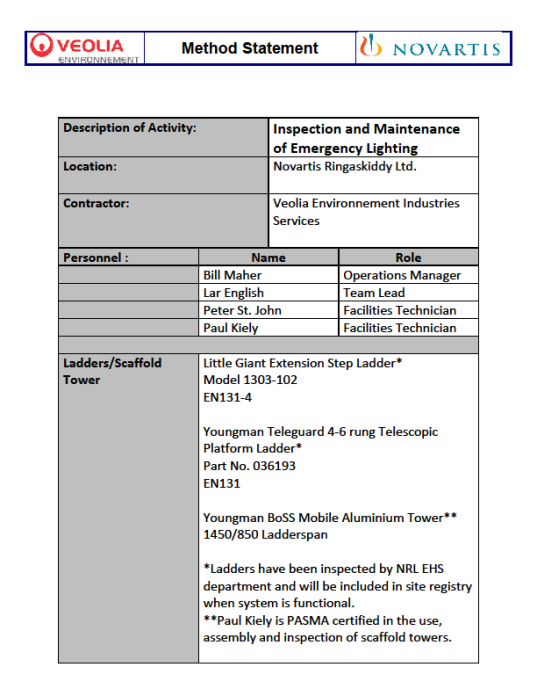
Figure 5: VEIS Method Statement
Figure 5 shows the cover page of the VEIS Method Statement for emergency lighting maintenance on the NRL site.
13.2 Appendix B
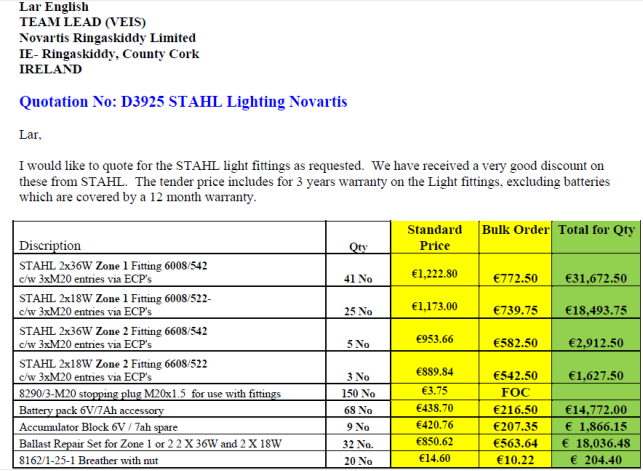
Figure 6: Quotation for Stahl Lighting Supplies
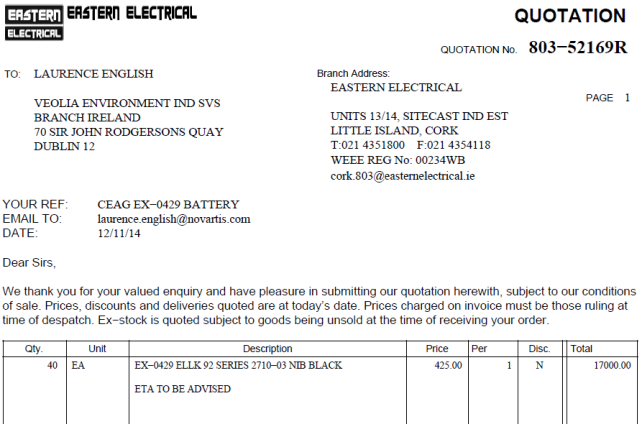
Figure 7: Quotation for CEAG Lighting Supplies
Figures 6 and 7 show quotations for parts required to restore the emergency lighting system at NRL to fully operational.
13.1 Appendix C
Table 4
|
SAP Term |
Definition |
|
Asset ID |
A number given to/and unique to each asset. |
|
Call Horizon |
Setting based on the % value of PM frequency e.g. a 50% setting in a 6 monthly PM would result in the Work Order being Created 3 months before the Due Date. |
|
Complete |
Status of a Work Order that follows Released. It involves a manual entry to complete it. |
|
Created |
Initial status of a Work Order that has been either system or manually generated. |
|
Deviation Report |
A report that must be submitted to explain the reason for a Work Order being completed late. |
|
Due Date |
The date that the CMMS deems the PM to be due based on the frequency settings. |
|
Job Card |
A printed copy of a Work Order. |
|
Late Date |
The date that a Work Order must be completed by to avoid attaining ‘Late’ status. |
|
PM01 |
The SAP code for a Preventive Maintenance Work Order that generates according to a set schedule. |
|
PM11 |
The SAP code for a Deferred Maintenance Work Order. This was used for a one-off equipment issue that did not result in its complete failure. |
|
PM12 |
The SAP code for an Immediate Maintenance Work Order. This was used for a one-off equipment issue that resulted in its complete failure. |
|
Released |
Status of a Work Order that follows Created. It involves a manual entry to release it. |
Table 4 defines the terms used by the Novartis SAP CMMS.
13.2 Appendix D
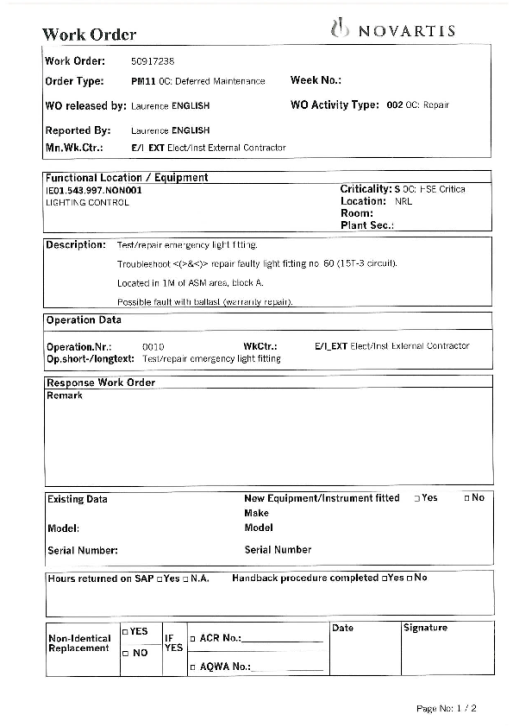
Figure 8: NRL Work Order
Figure 8 shows a Work Order raised on the Novartis instance of the SAP CMMS.
13.3 Appendix E
Table 5
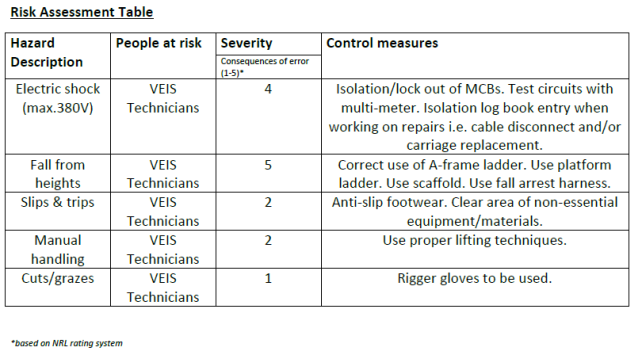
Table 5 shows the Risk Assessment Table that formed part of the Method Statement for emergency lighting maintenance activities on the NRL site.
13.4 Appendix F
Table 6
|
Area |
Permit Writer |
Countersignature required from department permitter |
Department with oversite |
|
Main Switch Room |
Lar English |
Yes |