Nano Reinforced Filaments for Additive Manufacturing
Table of Contents
Nomenclature:
Summary:
Fused Deposition Modelling (FDM) is a popular technique for Additive Manufacturing (AM). FDM is used for fabrication of thermoplastic parts used for rapid prototyping with advantages like low cost and minimal material wastage. The objective of this project report is to understand different properties of reinforced extruded polymer filaments. The process includes the mixing of carbon nanotubes with polymer filament such as PLA and investigating different properties i.e. mechanical properties and use these new filaments for FDM (Fused Deposition Modelling) machines. CNT blended polymers are lighter but stronger materials then typical PLA. This new material has outstanding mechanical properties which includes extreme tensile strength and Young’s modulus. The blending of CNT with PLA is shown in this report through microscopy. The experiment includes PLA with different composition i.e. simple PLA,0.1% CNT,0.2% CNT,0.5%CNT and 1%CNT. The tables show the relationship between shear rate and shear viscosity of materials with different compositions achieved through rheology. The rheological behaviour of CNT composite melt was also examined at two different temperatures i.e. 190°c and 195°c. The graph represents the This report is going to present the results achieved by MFI (Melt Flow Index) and Rheology to see if the material is stronger than any typical polymer, so that it can be used for Additive Manufacturing.
The technology of Additive Manufacturing (AM) is rapidly emerging as alternative to conventional manufacturing techniques. Industry is increasingly looking at it as a means of producing finished articles rather than simply for prototyping. One of the main AM techniques is Fused Deposition Modelling (FDM) in which a polymer filament is melted and progressively extruded to create a 3D plastic part. AT present a relatively small number of polymers may be successfully used with conventional FDM machines and this is limiting the ability of the process to expand into new markets.
1.1. Additive Manufacturing:
Additive manufacturing (AM) is the name given to a group of emerging technologies that create objects from the bottom-up by adding material one cross-sectional layer at a time. [[i]] A three-dimensional solid object of virtually any shape can be manufactured from a digital model. The adaptation of such a technology will result in engineers having to invest less time dealing with manufacturing constrains and will give them almost unlimited design freedom. However, up to now, despite all positive aspects, no single 3D printer has been able to print using different materials.
Additionally, while various materials can be used in AM, their material properties, such as strength, electrical conductivity and thermal conductivity typically have inferior properties compared with conventionally manufactured counterparts due to the anisotropy caused by the layer-by-layer approach. Many studies have reported on the incorporation of nanoparticles for the creation of new printing materials for AM. Metal nanoparticles [ii]], Nano-sized carbon black powder [iii]], carbon nanotubesand ceramic nanoparticles have been used in the past.
Manufacturers across different industries are utilizing this digital manufacturing procedure to create a range of items, including: motor parts for car applications, impellers and blades for aviation use, design less sand moulds for pumps utilized as a part of the oil and energy industry, and medical prosthetics which require effectively versatile design adjustments.
1.2. Carbon Nano-Tubes:
Carbon nanotubes (CNTs) take the form of tube shaped carbon atoms and have novel properties that make them potentially valuable in a wide variety of utilizations in nanotechnology, hardware, optics, and different fields of materials science. They show exceptional quality and one of a kind electrical properties, and are good conductors. Inorganic nanotubes have also been combined.
Manufacturing a nanotube is subject to applied quantum science, particularly, orbital hybridization. Nanotubes are composed altogether out of sp2 bonds, like those of graphite. This holding structure, stronger than the sp3 bonds found in diamond, gives the atoms their exceptional quality. Nanotubes adjust themselves into “ropes” held together by Van der Waals forces. Under extreme pressure, nanotubes can combine, exchanging some sp2 bonds for sp3 bonds, giving incredible probability for creating solid, unlimited-length wires through high-weight nanotube association. [iv]
“Carbon nanotubes (CNTs) are allotropes of carbon with a tube-shaped nanostructure. Nanotubes have been developed with length-to-distance across proportion of up to 132,000,000:1, fundamentally bigger than for any other material. These round and hollow carbon atoms have abnormal properties, which are invaluable for nanotechnology, gadgets, optics and different fields of materials science and innovation. Specifically, owing to their unprecedented thermal conductivity and mechanical and electrical properties, carbon nanotubes find applications as added substances to various structural materials. For example, nanotubes form a tiny bit of the material(s) in a few (basically carbon fibre), golf clubs, or auto parts.” [v]
Nanotubes are classified as single-walled nanotubes (SWNTs) and multi-walled nanotubes (MWNTs). Singular nanotubes normally adjust themselves into “ropes” held together by van der Waals strengths, more particularly, pi-stacking. “The theoretical concentration of carbon nanotubes required to reach the electrical percolation threshold for a CNT/Polymer composite can be obtained, as a first step, using the power law:

where σ is the electrical conductivity, φ is the MWCNT volume concentration in the nanocomposite,
 is the critical MWCNT volume concentration at electrical percolation, and α is
is the critical MWCNT volume concentration at electrical percolation, and α is
a critical exponent.” [vi]
The aim of this project is to investigate the use of carbon-nanotubes (CVTs) as a reinforcement in the extruded polymer filaments used in FDM. The intention is to create a new polymer nanocomposite blends that will enable parts produced by FDM to have wider ranges of properties. CNTs have the potential to significantly enhance mechanical properties without significantly increasing the viscosity of the polymer melt and the ease of production of filament and its performance in FDM.
Objectives:
The primary objective is to find the MFI (Melt Flow Index), the rheological properties of different CNT compositions. The MFI and Rheology tests should show the melt flow index, viscosity and shear rate. With the help of the these tests the viscoelastic properties can determine the mechanical performance of the final products. The results will show how adding carbon Nano-tubes in thermoplastics can change its mechanical properties like tensile strength, yield strength and young’s modulus.
3D printing or additive manufacturing (AM) is any of different processes for making a three-dimensional object of any shape from a 3D display or other electronic information source fundamentally through additive processes in which progressive layers of material are set down under PC control.
Early AM hardware and materials were created in the 1980s. In 1984, a procedure created known as stereo lithography employing UV lasers to cure photopolymers by Chuck Hull of 3D Systems Corp. Hull created the STL file format, which is widely acknowledged by 3D printing programming. Metal sintering types of Additive Manufacturing were being created, (for example, specific laser sintering and coordinate metal laser sintering), although they were not yet called 3D printing during 1980s. In 1990, the plastic extrusion innovation most broadly connected with the expression “3D printing” was marketed by Stratasys under the name Fused Deposition Modelling (FDM). [vii]
“Originally created at the Massachusetts Institute of Technology in 1993. 3D printing innovation frames the basis of Z Corporation’s prototyping procedure. 3D physical models are created by 3DP technology by setting layers of powder deposition utilizing a fluid binder. 3DP technology is versatile and fast processing geometry of extreme complexities in numerous applications, which support different types of material. Z Corp. pioneered the 3DP innovation creating 3D printers that manufacturers use to introduce early concept models and prototypes. Using 3DP innovation, Z Corp. has created 3D printers that work at extraordinary rates, amazingly low expenses, and inside an expansive scope of uses.
Additive Manufacturing innovations discovered applications beginning in the 1980s in product improvement, information representation, manufacturing and rapid prototyping Their expansion into generation (job production, large scale manufacturing, and manufacturing) has been being worked on in the decades since. Modern production roles within the metalworking businesses accomplished noteworthy scale without precedent for the early 2010s.” [viii]
Besides all the advantages of Additive Manufacturing, it has also some disadvantages which includes its slow building rates as printers lay down material at speed of one to five cubic metre per second, parts can only be printed one at a time which can prevent economics of scale and higher production costs. [ix]
Fused Deposition Modelling (FDM) is a technology which is based on layers of strands of semi molten thermoplastics placed on top of each other in a 3-dimentional shape. FDM is a developing technology which is currently used in rapid prototyping and manufacturing. FDM is commonly known as an additive process, which is made by expelling material into layers which are controlled by a PC to form the final shape. Some FDM machines permit the client to control different parts of the layering procedure, for example, layer thickness, air hole between extrusions, angles of contour, and extrusion width. These straightforwardly affect the last shape’s mass, thickness, quality, solidness and penetrability. [x]
AM is creating to meet the demands for sturdy new parts, which need to comply with specific mechanical and design requirement. Along thermal properties, new printing materials must have appropriate rheological and thermal properties to be ready to be extruded and solidify while keeping up the exactness of successive layers. The utilization of polymers in additive manufacturing are represented by the transition of glass temperature, malt viscosity, heat capacity and the shear stress of the material. Understanding the relationship between the basic properties will help in the improvement of advanced printing materials and filaments. The glass transition temperature (Tg) is the temperature beneath which the polymer gets to be weak and hard like glass. The glass transition temperature is not the melting point, that is characterized by the temperature at which crystalline or semi-crystalline polymers transform from its crystal structure to its liquid state.
Poly-Lactic Acid (PLA) is a biodegradable and low toxicity thermoplastic which is made up of lactide or lactic acid monomers. Poly (vinyl acetate) PVA is also a biodegradable thermoplastic polymer which is synthesized by the hydrolysis poly vinyl acetate (PVAc) because of tits instability of vinyl alcohol monomer. Polycaprolactone (PCL) is polymerized from caprolactone monomer. PCL is hydrophobic in nature and is soluble in chloroform, which biodegrades in the presence of microorganisms. [xi]
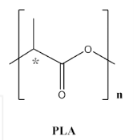
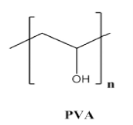
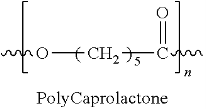
Figure 1: PLA, PVA and PCL [xii]
“3DXTech is a company that provides filaments containing carbon nanotubes. Their 3DXNano
â„¢ ESD ABS filaments (containing MWCNTs) are available with diameters of 1.75 mm and
2.85 mm. The filament is tailored toward applications that require electrostatic discharge
(ESD). The filament is produced using MG-94 Premium ABS and mixed with MWCNTs, and
process/dispersion modifiers.
Nanocyl are one of the worldwide leading experts in CNT based materials, producing research
and industry grade carbon nanotubes. One of their product lines, PLASTICYLâ„¢, is a collection
of carbon nanotubes, thermoplastic concentrates for applications requiring electrical conductivity
with good mechanical properties. Current Progress of their Polymer Composites and are available in a diverse range of thermoplastic resins, including PC, PP, PA, PET, HDPE, and others. Although these enhanced thermoplastics were not specifically aimed at the FDM sector, they have a formulation that makes them applicable, subject to the temperature range of the extruder. PLASTICYLâ„¢ can be used in many applications and a surface resistivity range of 1-1012 Ω, and the typical loading for static dissipative applications are around 2-3% of CNTs in the final compound.” [xiii]
A table shows some of the commercially available carbon nanotube based materials.
Table 1: Companies that provide filaments and pellets containing carbon nanotubes.
|
Company |
Product |
|
3DXTech |
3DXNanoâ„¢ ESD ABS + Carbon Nanotube Filament |
|
3DXNanoâ„¢ ESD PETG + Carbon Nanotube Filament |
|
|
Functionalize F-Electric |
Functionalize F-Electric filament (PLA & Carbon Nanotube) |
|
Filabot |
MWCNT1 Multi Walled Carbon Nanotube Pellets |
|
Cheap Tubes Inc. |
Carbon Nanotube Masterbatches CNT-ABS-10 |
|
Nanocyl |
PLASTICYLâ„¢ ABS 1501* |
|
PLASTICYLâ„¢ HIPS 1001 |
|
|
PLASTICYLâ„¢ PC 1501 |
|
|
PLASTICYLâ„¢ PP 2001 |
Design of Experiment:
As it can be understood, the strength of polymer composites is improved due to the amount of carbon nanotubes added in with PLA. For this research, different compositions of CNT polymer are tested at two temperatures i.e. 190°C and 195°C. The set of experiments decided for this research were MFI (Melt Flow Index), Rheology and Microscopy.
MFI (Melt Flow Index):
ISO 1133-1:2011 governs the procedure for the measurement of the melt flow rate. [xiv]] MFI (Melt Flow Index) is a measure of the ease of the melt flow of thermoplastic polymers. It is defined as mass of polymer, in grams, which is flowing through a tube of specific diameter and length by a pressure applied via specific weight. (A.V. Shenoy D, R. Saini 1986). It is an indirect method of measuring molecular weight, with respect to melt flow. MFI is inversely proportional to the viscosity of the melted polymer, [xv]] as the viscosity depends on the specific weight applied. In this test granules of the specimens are packed into a barrel at the bottom of which there is a 2.0955mm diameter 8mm long die. The polymer is heated for a specific period and then the amount, which flows through the die during a specifies time and under a specific mass, is measured. Melt Flow rate used for PLA and CNT are measured at 190°C and 195°C. MFI test is a single point test, which only shows a single value on shear rate vs. Viscosity graph.
Rheology:
The study of polymer rheology testing is to investigate how the stresses in polymers or the applied force is related to the deformation of polymer and its flow. The science of rheology itself is quite complex, however, the rheograms produced by this technique are useful in determining the effect on melt viscosity of temperature. Capillary rheometer consists of a barrel which is temperature controlled incorporating two bores of different diameters. During the polymer melt, the pressure applied through the dies is recorded. [xvi]]Â The understanding of polymer rheology through laboratory testing can help see the presence of liquid-like behaviour which depends on the applies load. The information collected through rheology can help optimise the material for FDM (Fused Deposition Modelling). As the melt flow depends on the viscosity of the material. The tests are performed when the polymer is going through melt phase.
Microscopy:
Microscopy is a field of using microscope which helps in viewing objects and areas which cannot be seen through naked eye. “The analysis of microscopy provides a mean to study and characterize the micro and Nano-structural features of polymers.” [xvii]] In this experiment, an optical microscope is used to observe the structure and chemical composition of CNT with PLA. Microscopy of CNT compositions are compared with simple PLA material. Because of the microscopy, the porosities and blending of polymers can be seen. The technique can be helpful in determination of the causes of failure.
Methodology:
 Figure2: Twin Screw Haake Extruder [xviii]
Figure2: Twin Screw Haake Extruder [xviii]
MFI (Melt Flow Index):
- After turning on the Kayeness Galaxy Melt Flow Indexer a die of 2.0955mm was dropped into the bottom of the barrel.
- A melt time was set up at 360 seconds and number of cuts as well. In this experiment the number of cuts were 3. Temperature was first set at 190°C.
- Once the barrel reached the temperature, the granules of 0.1% CNT + PLA were poured into the barrel periodically packing with the tamping tool to remove the trapped air.
- Piston was placed into the barrel and a weight of 2160g was placed. In accordance with ASTM D1238-95.
Note: Piston rod weighs 100g and this was taken into the account.
- After the program started the piston starts to drop. High polymers are required a plug to prevent run-out of the polymer during polymer melt period.
- After melting time was over, “Run” button was pressed and the extrudate was cut simultaneously across the orifice face.
A timer counts the test time on the front panel; it will bleep when it is nearing the end of the melt time.
- As the number of cuts were 3, step 6 was repeated two more times.
- The extrudates obtained were then weighed and recorded for finding the value of MFI (Melt Flow Index).
- Once all the material was purged from the barrel, it was then cleaned with cotton swatches and bronze brush.
To get the MFI value of 0.2%,0.5%,1% and 100% PLA, the procedure was repeated for every composition. Another set of values were also obtained at 195°C by repeating the experiment.
The MFI machine used for the experiment is shown below.
Results:
     Table 1: Results from MFI (Melt Flow Index) at 190°C
|
Compositions |
Temperature (°C) |
Specific Weight (g) |
Reading 1 (g) |
Reading 2 (g) |
Reading 3 (g) |
Average (g) |
MFI (g/10 min) [average*10] |
|
100% PLA |
190 |
2160 |
0.1163 |
0.1169 |
0.1185 |
0.1172 |
1.172 |
|
0.1% CNT+PLA |
190 |
2160 |
0.1222 |
0.122 |
0.1219 |
0.122 |
1.22 |
|
0.2% CNT+PLA |
190 |
2160 |
0.1196 |
0.123 |
0.1213 |
0.1213 |
1.21 |
|
0.5% CNT+PLA |
190 |
2160 |
0.1181 |
0.1193 |
0.1161 |
0.1178 |
1.16 |
|
1% CNT+PLA |
190 |
2160 |
0.1082 |
0.1082 |
0.109 |
0.1085 |
1.09 |
Table 2: Results from MFI (Melt Flow Index) at 195°C
|
Compositions |
Temperature (°C) |
Specific Weight (g) |
Reading 1 (g) |
Reading 2 (g) |
Reading 3 (g) |
Average (g) |
MFI (g/10 min) [average*10] |
|
0.1% CNT+PLA |
195 |
2160 |
0.158 |
0.1622 |
0.1636 |
0.1612 |
1.613 |
|
0.2% CNT+PLA |
195 |
2160 |
0.1708 |
0.167 |
0.1641 |
0.1673 |
1.673 |
|
0.5% CNT+PLA |
195 |
2160 |
0.1534 |
0.1507 |
0.1628 |
0.1556 |
1.556 |
|
1% CNT+PLA |
195 |
2160 |
0.132 |
0.1304 |
0.1322 |
0.1315 |
1.315 |
[i] Standard Terminology for Additive Manufacturing Technologies, 2010, ASTM International West Conshohocken,PA., Available at: (Accessed: 09/11/2016)
[ii] Crane, N.B., Wilkes, J., Sachs, E. and Allen, S.M., Improving accuracy of powder-based SFF processes by metaldeposition from a nanoparticle dispersion, Rapid Prototyping J., 12, 266-274 , Available at: (Accessed: 09/11/2016).
[iii] Athreya, S.R., Kalaitzidou, K. and Das, S., Processing and characterization of a carbon black-filled electricallyconductive nylon-12 nanocomposites produced by selective laser sintering. Material Science Engng. A, 527, 2637-2642, Available at: (Accessed: 09/11/2016).
[iv] https://en.wikipedia.org/wiki/Carbon_nanotube, Available at: www.wikipedia.org(Accessed: 09/11/2016).
[v] https://en.wikipedia.org/wiki/Carbon_nanotube, Available at: www.wikipedia.org(Accessed: 09/11/2016).
[vi] http://www.intechopen.com/books/carbon-nanotubes-current-progress-of-their-polymer-composites, Available at: www.intechopen.com (Accessed: 09/11/2016).
[vii] http://www.slideshare.net/arjunrtvm/seminar-fair-report?qid=309c4d95-7e77-4f42-bb10-b747514d9a15&v=&b=&from_search=1, Available at: www.slideshare.net(Accessed: 09/11/2016).
[viii] http://www.slideshare.net/arjunrtvm/seminar-fair-report?qid=309c4d95-7e77-4f42-bb10-b747514d9a15&v=&b=&from_search=1, Available at: www.slideshare.net(Accessed: 09/11/2016).
[ix] http://compositesmanufacturingmagazine.com/2014/10/pros-cons-additive-manufacturing/2/, Available at: (Accessed: 09/11/2016).
[x] httpsetd.ohiolink.edu!etd.send_fileaccession=osu1396441215&disposition=inline,Available at: (Accessed: 09/11/2016).
[xi] http://www.intechopen.com/books/carbon-nanotubes-currentprogress- of-their-polymer-composites, Available at: www.intechopen.com (Accessed: 09/11/2016).
[xii] http://www.google.com/patents/US20130210959 (Acessed: 09/10/2016).
[xiii] http://www.intechopen.com/books/carbon-nanotubes-currentprogress- of-their-polymer-composites, Available at: www.intechopen.com (Accessed: 09/11/2016).
[xiv] ISO Standard, Available at: https://www.iso.org/standard/44273.html (Accessed: 20/02/2017).
[xv] MFI (Melt Flow Index), Available at: https://en.wikipedia.org/wiki/Melt_flow_index (Accessed: 20/02/2017)
[xvi] Rheology, Available at: http://www.azom.com/article.aspx?ArticleID=2795 (Accessed: 20/02/2017).
[xvii] Microscopy, Available at: http://www.intertek.com/polymers/microscopy/ (Accessed: 20/02/2017).
[xviii] Extruder, Available at: http://www.rheologysolutions.com/wp-content/uploads/2011/05/ts_polylab_extruder_twin1.jpg (Accessed: 20/02/2017).