Torsional, Axial and Lateral Bottom Hole Assembly Vibrations
Â
Experimental investigation of torsional, axial and lateral bottom hole assembly vibrations
Â
Â
Â
List of Tables
No table of figures entries found.
Â
List of Figures
Â
Abstract
Â
1. Introduction
- Introduction
The oil and gas industry is one of the largest and the most globalized industry in the world. Petroleum products include plastics, fuels, ointments and many more. With increases in world population, consumption and demand of petroleum products have increased. Primarily petroleum products are used as energy sources. With an increase in demand, different, unconventional sources are being explored. Drilling in itself is a complex process due to the unknown formations in the earth. A hole is drilled in the earth with a bit, and tubulars are attached to it to provide axial force and rotation. The tubulars are hollow through which the drilling fluid is circulated to extract the cut rock. Once the hole is drilled, the bit and tubulars are taken out, and a larger tubular is pushed down the hole and cemented around the annulus to stop the hole from caving in. The process is the same as drilling a water well but with greater depth, pressures, temperatures and complexities. Some of the oil and gas sources are too deep or too complex to be explored, but with advanced technological development in drilling, extended reach, multilateral and horizontal wells, it is now possible to extract unconventional oil and gas.
- Problem Statement
- Objectives of the Research
- Scope of Study
- Overview of Thesis
Â
2. Background Study
- Vibrations
When an entity oscillates around its equilibrium point, the entity is said to be in vibration. In most of the cases vibrations are undesirable, as they cause harm to the system and dissipate energy. When force or energy is imparted to a system, vibrations occur. In absence of external excitation, the vibrations are called free vibrations. Systems in state of free vibrations oscillate with natural frequencies, which are dependent on the properties of system. With the presence of external excitation, vibrations experienced by the system are called forced vibrations. Vibrations become increasingly large and are most damaging when the excitation frequency is close to one of the natural frequencies. This phenomenon is called resonance. When there is an energy dissipation from the system in terms of heat, sound, friction or any other method, the resulting vibrations are called damped vibrations.
The drillstring assembly is a very long, slender system prone to excessive vibration due to the various forces acting on it. Primary forces on the BHA are torque due to rotation and bit rock interaction, axial forces due to gravity and lateral forces due to bending of the long pipe and hitting the walls of the borehole.
- Types of Drillstring Vibrations
Drillstring vibrations are categorized based on the forces acting on it, which are Torsional, Axial and Lateral forces. These forces correspond to the three types of vibration: 1) Torsional vibrations, 2) Axial vibrations and 3) Lateral vibrations.
Torsional Vibrations: Drillstring is rotated from the surface to provide torque or shear force to cut the rock.
- Effect of Vibrations
- Mitigation of Vibrations
- Previous Studies
2.3 Theoretical Models
3. Experimental Setup
A lab-scale drilling rig was constructed for the purpose of competing in Drillbotics International Student Competition. OU Drillbotics team participated and won the competition in 2015. The budget restrictions limited the quality and quantity of sensors mounted on the rig. The rig was upgraded in 2016 with the additional budget. The following sections describe the rig setup and sensors installed, dividing them based on the systems: (i) Rig Structure, (ii) Hoisting System, (iii) Rotary System, (iv) Circulation System, (v) Measurement, Instrumentation and Control System and (vi) Drillstring Assembly.
- Rig Structure
Rig Structure consists of three major parts: substructure, mast and travelling block.
- Rig Substructure
In-house built structures have been found to be significantly cheaper than readymade structures in the market. Moreover, the former provides flexibility in the selection of dimensions, load ratings and design styles. This substructure was designed to pass through doors, so the rig could be used for future educational purposes. The rig substructure was constructed using 1½” square-iron tubing with overall dimensions of 84″ x 27″ x 36″. To allow rig mobility, five commercial grade caster wheels were installed, each with load capacity of 1000 lbs. A 47″ x 27″ shelf made of ¼” thick iron sheet was added for installation of circulation system and electrical box. This left the rig with a space of 37″ x 27″ x 36″ to accommodate the rock sample.
3.1.2 Mast
A mast of cantilever design was constructed out of Aluminium, as shown in Fig. 3.1.

Figure 3.1: Rig mast laid down on the substructure top
Constructing the mast with aluminium reduced the weight by 2.5 times to that made by steel. A 10-inch-wide C-Channel was supported by two 90 angle bars. The base was attached to the table with hinges for reclining and easy transport of the rig.
3.1.3 Travelling Block
The travelling block slides on a pair of linear guide rails attached to the mast. Linear roller bearings or pillow blocks attached to the back of the travelling block provide near smooth motion. Two horizontal plates were bolted on the vertical plate. The upper plate acted as a mount for the AC motor and lower plate supported the swivel. A torque sensor was placed in between motor shaft and swivel. The total weight of the travelling block was measured to be 77.72 lbs.
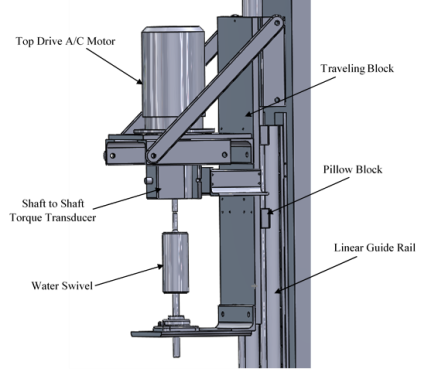
Figure 3.2: Travelling Block Assembly
3.2 Hoisting System
Hoisting system components include a double acting air cylinder, pneumatic lines, a couple of pneumatic convertors (Fig. A.1 and Fig. A.2) and a compressed air supply line. Regulated compressed air-line up to 130 psi was hooked up to the pneumatic convertors. Two pneumatic lines from the convertors of maximum capacity 120 psi controlled the air flow and connected to the inlet ports of the dual acting piston. Dual acting air piston has a 1.125 inch bore and a 36-inch stroke length. The system has a capacity to hoist a load of 119.28 lbs.
3.3 Rotary System
A top drive system was installed with a 1 HP motor and a maximum RPM of 1170 on the motor mount of the travelling block. The motor shaft is connected to the omega torque sensor via a spring coupling. The torque sensor has a rotating shaft to shaft configuration with an operating speed of 5000 RPM. The torque sensor is connected to the swivel via another spring coupling. The swivel was designed and fabricated in-house with pressure rating of 300 psi and brass outer body for corrosion resistance. The chrome plated rod is wear-resistant to the abrasion of the seals. Swivel rod is attached to an adapter at the base of the bottom plate. A four bolt flange mounted ball bearing prevents any load from being transmitted to the rotary assembly.
3.4 Circulation System
It is important to remove cuttings from the hole to drill further ahead. To accomplish this, water, oil and foam based drilling fluids were taken into consideration. Water from the city line without any additives was chosen as drilling fluid after taking cost of a closed loop system for recirculation and cost of additives and base fluids into account. It was also assumed that the effect of drilling fluid on drillstring vibrations was negligible.
A roller pump with a pressure rating of 300 psi was installed to circulate the water down the drillstring assembly. A 1.5 HP 3-phase motor powers the pump. The Omega digital display flow meter, which was installed after the pump, can monitor flowrate up to 15 GPM. Pressure monitoring is done by a pressure transducer of rating 500 psi. Pressure fluctuation of up to 50 psi was observed due to intermittent flow supplied by the roller pump. A pressure dampener was built with spare couplings and installed upstream to the flow meter. This provided smooth and stable flow. An analog pressure gauge was mounted atop the dampener to monitor fluctuation. Rubber hose with a pressure rating of 300 psi connects the flow meter with the swivel. Drilling fluid from the swivel then flows into the drillstring and comes out of the bit nozzles and out of the hole through the annulus. As the drilling fluid is just water, it is passed down the sewer line along with the cuttings and not recirculated.
3.5 Measurement, Instrumentation and Control System
The Measurement, Instrumentation and Control system is the most important system in the automated rig. The sensors are mounted on the rig at various places for different functions. They provide analog data to the data acquisition module Omega DAQ-3001. An electrical box is mounted at the bottom shelf for shielding the card and other signal conditioners from electrical interference. The data from the DAQ module transfers into the desktop computer, which is installed on the rig structure for control of the automated rig and storage and display of data. Excel-based VBA program is used for the operation of the rig.
3.5.1 Measurement Sensors
Following are the sensors installed on the rig to monitor performance of the rig and drilling process.
3.5.1.1 Displacement Laser Sensor
An aluminum strip is attached to the top of the travelling block with a reflective tape stuck on it. A Banner laser sensor is mounted about 0.5 inches above the travelling block on the mast. It can measure maximum displacement up to 3.93 inches with an accuracy between 0.019 inch to 0.039 inch.
3.5.1.2 Lateral Vibration Laser Sensor
To measure lateral vibrations of the drillstring, an xyz laser sensor is used. It can measure distance from 1.57 inch to 6.29 inch with an accuracy of less than 20 micrometer. The sensor was earlier mounted on an aluminium plate attached to the travelling assembly. But the strip was long and excessive vibrations due to bit rock interaction caused the strip to vibrate at high amplitude, providing inconclusive and erroneous data. Hence the mounting structure was made of a square iron tubing to give a sturdier structure. The vibration amplitude was then reduced and could be observed only at excessive vibrations due to higher RPM and WOB.
3.5.1.3 Optical RPM Sensor
An LED-based, reflective type optical RPM sensor, which can measure up to 15000 RPM, is mounted on the cage of swivel. Reflective tape is stuck on the spring coupling between the swivel and torque sensor. The sensor is mounted at an angle so that the reflective area increases for better measurement.
3.5.1.4 Torque Sensor
It is assumed that torque measured by the torque sensor is the torque due to bit-rock interaction. An Omega rotating shaft to shaft torque sensor has been mounted above the swivel with a torque rating of 64 inch-pounds.
3.5.1.5 Axial Vibration Sensor
An axial vibration senor is installed at the bottom plate of the travelling block adjacent to the flange mounted ball bearing. The VBT-1 vibration sensor has a micro-electro-mechanical system which sends a voltage proportional to the vibration velocity to the data acquisition module. It measures vibration velocity from 0-25 mm/sec.
3.6 Drillstring Assembly
The drillstring assembly comprises of 3 parts, Aluminum pipe, bit sub and bit.
The pipe is made of Aluminum 6061 with an OD of 0.375 inch and a thickness of 0.035 inch. Both ends of the pipe have 3/8″ NPT male compression fittings attached on it. It is connected on one end to 3/8″ NPT female brass adapter which is connected to the swivel rod and other end is connected to 3/8″ NPT female bitsub.
The bit sub is made out of stainless steel for corrosion resistance. It has 3/8″ female NPT threads on both ends. A roller sleeve with OD of 1.1 inch and ID of 0.9 inch is slide upon the bit sub to act as a stabilizer and provide smooth rotation. It has a counter bore to place constriction of various sizes to change pressure drop in the system.
The bit is fabricated in house using stainless steel round bar and machined to replicate the baker huges bit provided for the competition. The cutters were bought from vendors and the OD of the cutters available was 0.5 inch. They are made out of carbide as opposed to the diamond cutters provided and also wears down faster. The cutters are screwed on the cutter faces and are replaceable.
Â
4. Methodology
This chapter describes the procedure of the experiments performed and the data collected. It also talks about some assumptions, sensor calibration and data analysis.
4.1 Experimental Procedure
The rig and all its components are powered on and the Excel program initiated. The program has a separate sheet which takes the variables of the experimental run as an input. The only variables changed for the set of experiments are RPM and WOB. Another variable, which is the height at which the string starts to rotate was also been varied but it did not have any effect on the data.
A pilot hole of 1.25-inch diameter and 1-inch depth was drilled into the rock sample using a coring bit and hammer-chisel to insert a guide shoe in the hole. The 6-inch long guide shoe acted as a borehole wall and prevented bit walking. Using a level indicator, the rock sample was adjusted to be horizontal.
The drillstring was the attached to the swivel adapter and rig was then slid over the rock to align the drillstring and the guide shoe. Using the leveling screws the rig was jacked up to be horizontal.
The inlet air pressure line and water line were opened up. Once all experimental variables were set, the program was initiated using the Start button. The first step of the program was to hoist the travelling block to the topmost position. At this point a safety bar used to keep the travelling block hoisted was taken away. The travelling block slowly lowered down and once the bit was inside the guide shoe, top-drive motor and pump motor got activated and string started to rotate along with water pressurized inside the pipe. The bit gradually touched the rock and drilling process began.
A trial run was carried out to check if the systems were working properly and data was being collected. A couple of millimeters were drilled during the trial run so that the hole got initiated.
After a trial run, experimental runs were carried out. Each experiment was run for 6 min and stopped using the Stop button in the program. The pump stopped pumping fluid and drillstring stopped rotation. Travelling block was gradually lifted up to the topmost position. After that new experimental variables were set and the next run was carried out.
Experiments were performed on 2 different rock samples. First set on a very hard and compacted sandstone and the other on a very soft unconsolidated sandstone. UCS of the hard sandstone ranged from 6000 to 9500 psi while UCS for the soft sandstone ranged from 2000 to 5000 psi.
4.2 Data, Collection and Analysis
Data was continuously collected by Omega data acquisition system module and stored in an excel sheet. The data of interest were WOB, RPM, Torque, Axial Vibrations, Lateral Vibrations and ROP. Different plots were generated against variables of interest to observe dependency and behavior of the variable under investigation.
 4.2.1 WOB and RPM Data
WOB is an independent variable with respect to our investigation. WOB was measured using a load cell attached to the back travelling block connecting the piston. The calibration of WOB was carried out in the following procedure. The rig was slid on a weighing scale. A set number of values were entered for voltage sent to the bottom pneumatic convertors. A constant voltage of 2 volts was sent to the top pneumatic convertor to provide a constant pressure of 20 psi resistance against erratic bouncing and to provide a constant friction between piston and cylinder walls in either direction. Reading on the weighing scale was recoded as WOB. Initially the WOB calibration was performed in a static condition. It was observed that WOB reading during the experiment was different than the expected values based on calibration. It was assumed that the change of conditions from static to dynamic was the cause of difference. Hence to simulate dynamic conditions while calibration, rig was constantly hammered down with a mallet to cause the rig to vibrate and negate static friction. The stabilized reading on the scale was used for calibration. But hammering still did not replicate the vibrations happening during the drilling process and hence the WOB measurement by the load cell was different from expected based on the calibration. Hence average value of the WOB was calculated for complete experimental run and considered as the WOB which is being exerted on the rock for cutting process.
The average WOB observed had a change of 19.9 % to -20.6 % from the expected input values. In actual drilling process, the WOB is never constant. As the drilling proceeds the WOB decreases and driller lowers the drill string to increase and maintain the set WOB. Hence a ± 20 % change from the set point is acceptable.
RPM data was obtained from the optical RPM sensor which was calibrated using a handheld RPM sensor. At lower RPM the error was around 8 % and at higher RPM it lowered down to 0.5 %. So at lower levels the set point was decreased by 4 to compensate for the error.
4.2.2 Torque, Axial and Lateral Vibration Data
A rotating shaft to shaft torque sensor was placed in between the motor and swivel with a spring coupling on each end. Torque was calibrated using a torque wrench. When run at idle conditions without any drilling action, torque reading obtained was assumed to be friction. That extra torque of 1.114 inch pounds was assumed to be a side force or the friction inside the swivel and other rotating parts such as the flange mounted ball bearing.
A laser displacement senor was attached to the mast to detect the magnitude of lateral vibrations. It was aimed at the center of the drillstring such the pipe was always in range of the laser. The laser sensor was kept 4 inches away from the center of pipe. NPT connections are inherently non concentric and causes non-alignment of pipe. The pipe wobbled due to non-alignment and it oscillated far and near to the sensor. Hence there was a negative and a positive value for displacement. The most negative value of the displacement was used as a reference zero and complete data was shifted towards positive with -0.24165 inch as a reference zero. Greater the magnitude, pipe travelled farther away from the sensor indicating higher lateral vibrations.
An axial vibration sensor was attached to the bottom plate of the travelling block. It had micro-electro-mechanical system inside to detect the vibration speed and send a proportional voltage signal for measurement. The sensor came calibrated from the manufacturer and it had a direct vibration-velocity to voltage relationship provided by the manufacturer.
4.2.3 ROP data
ROP was directly calculated by the program by dividing the depth drilled by the time it took to drill and stored in the Excel sheet. As the Hard sandstone was difficult to drill the sensor could not measure any significant change in drilled depth along with the vibrations of the assembly and the error in measurement. Hence ROP data for Hard sandstone is not taken into consideration. Soft sandstone data was collected and analyzed for effect of vibrations and other parameters.
4.3 Data Analysis
Data was collected from the point where the bit touches the rock to the point when the program was stopped. All experiments were run for 6 minutes in which an average of 100 data points were collected in an excel sheet. An average of those data was calculated and stored. Average values of torque, axial vibrations and lateral vibrations were plotted against RPM and WOB separately. A trend of data was analyzed based on the plots. With increase of RPM, change of torque, axial and lateral vibration was observed. Same practice was carried out for WOB. The plots are shown in Appendix B.
Â
5. Results and Discussions
- Torsional Vibrations
Hard Sandstone: Looking at the plots (Fig. 5.1), with an increase in RPM at constant WOB, torque gradually increases. At around 300 RPM, there is a sudden increase in some cases which then decreases. This behavior is unexpected and no conclusion has been found for the reason for the abnormality. It can be assumed that there would be some abnormally hard layer during drilling due to which such an increase is observed as no such trend was observed in the uniform soft sandstone. But general trend is a gradual increase in torque with an increase of RPM at constant WOB. No oscillation of torque was observed indicating absence of stick-slip.
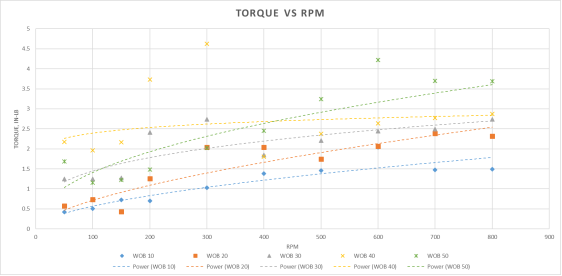
Figure 5.1: Torque vs. RPM plot at constant WOB for experiments on hard sandstone
At constant RPM, with increase in WOB there is a gradual increase in torque (Fig. 5.2). No specific trend for RPM is observed as some of the low RPM cases also have higher torque than high RPM cases.
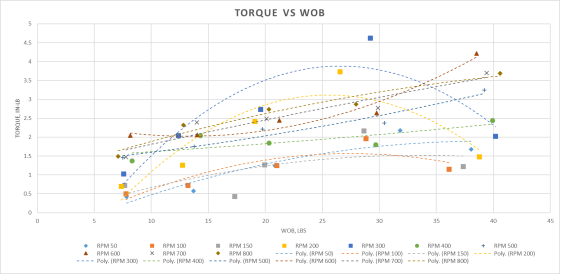
Figure 5.2: Torque vs. WOB plot at constant RPM for experiments on hard sandstone
Soft sandstone: Observing the plot for soft sandstone (Fig. 5.3), a gradual increase in torque was observed with increase in ROM at constant WOB. No oscillation of torque was observed indicating absence of stick-slip.
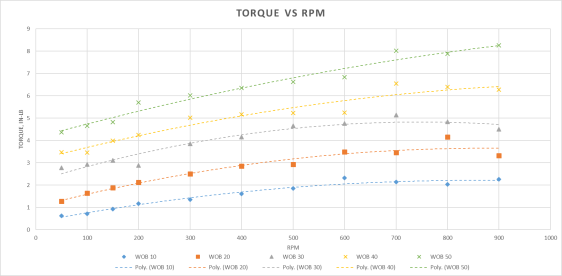
Figure 5.3: Torque vs. RPM plot at constant WOB for experiments on soft sandstone
There is a clear and distinct trend for increase in torque with increase in WOB at constant RPM (Fig. 5.4).
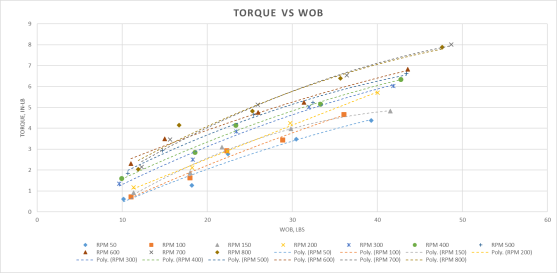
Figure 5.4: Torque vs. WOB plot at constant RPM for experiments on soft sandstone
- Lateral Vibrations
Hard Sandstone: Plot (Fig. 5.5) shows that there is a gradual increase of torque with increase in RPM at constant WOB.
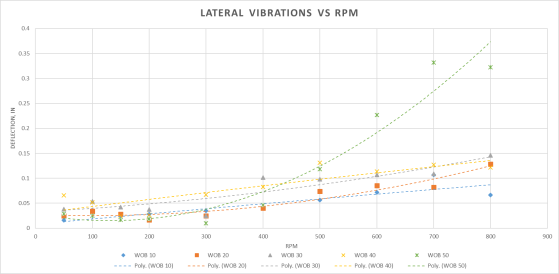
Figure 5.5: Lateral Vibrations vs. RPM plot at constant WOB for experiments on hard sandstone
No general trend is observed for initial low WOB experiments (Fig. 5.6). With increase in WOB the lateral vibrations decreased in low RPM case and increased in high RPM cases.
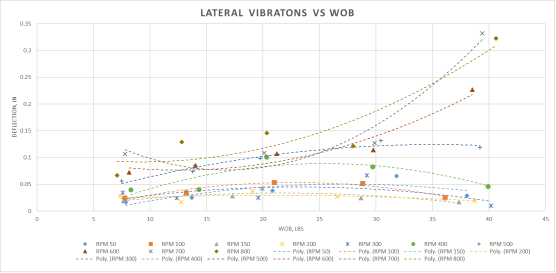
Figure 5.6: Lateral Vibrations vs. WOB plot at constant RPM for experiments on hard sandstone
Soft sandstone: There is a general trend of increase of lateral vibrations with increase in RPM (Fig. 5.7) but it is not as significant as in hard sandstone.
Figure 5.7: Lateral Vibrations vs. RPM plot at constant WOB for experiments on soft sandstone
The data is too scattered to find a general trend for effect of WOB on lateral vibrations at constant RPM (Fig. 5.8). However, the trend at higher WOB shows a decrease in lateral vibrations. This can be attributed to the stiffening of the pipe due to higher axial load OR the pipe is bent and misaligned is making it bend more on the sensor side decreasing the deflection.
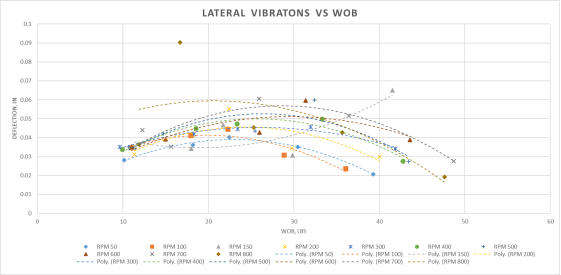
Figure 5.8: Lateral Vibrations vs. WOB plot at constant RPM for experiments on soft sandstone
- Axial Vibrations
Hard Sandstone: Axial vibrations follow a similar trend to torque (Fig. 5.9). With an increase in RPM, axial vibrations increased. Similar to the trend for torque, some cases have abnormally high vibration magnitude at 300 RPM which can be attributed to abnormally hard layer of formation.
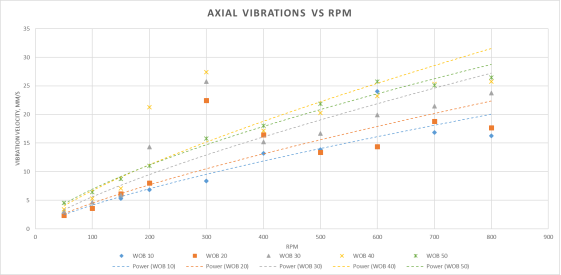
Figure 5.9: Axial Vibrations vs. RPM plot at constant WOB for experiments on hard sandstone
Following the general trend axial vibrations increased with an increase in WOB at constant RPM (Fig. 5.10).
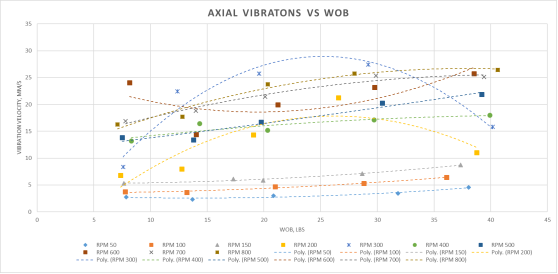
Figure 5.10: Axial Vibrations vs. WOB plot at constant RPM for experiments on hard sandstone
Soft sandstone: With increase in RPM, axial vibrations increased (Fig. 5.11). However for soft sandstone the trend do not resemble the trend in torque. In fact, it resembles more to the trend in ROP (Fig. B.10). There is a sudden increase in axial vibrations at 700 rpm and then it decreases gradually.
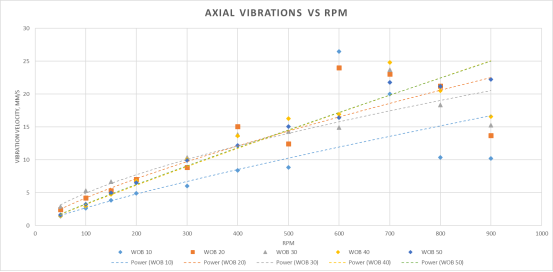
Figure 5.11: Axial Vibrations vs. RPM plot at constant WOB for experiments on soft sandstone
The data is too scattered to find a general trend for relationship between WOB and axial vibrations (Fig. 5.12).
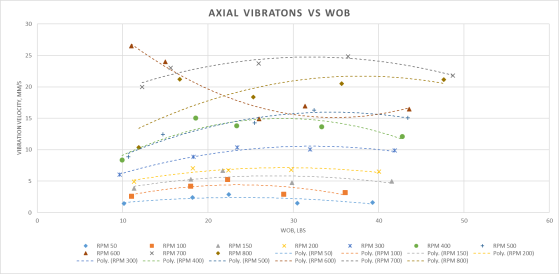
Figure 5.12: Axial Vibrations vs. WOB plot at constant RPM for experiments on soft sandstone
5.4 Effect on ROP
Hard Sandstone: No significant data available for any analysis.
Soft sandstone: ROP increases with an increase in RPM at constant WOB (Fig. 5.13). It peaks at around 700 RPM and then it decreases.
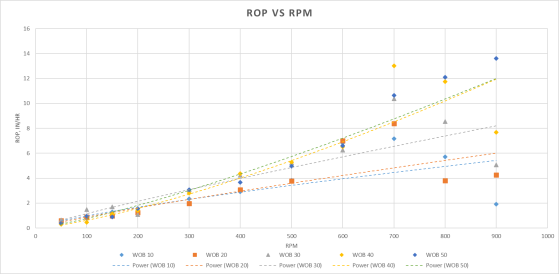
Figure 5.13: ROP vs. RPM plot at constant WOB for experiments on soft sandstone
At higher RPM, higher WOB has an increased effect on ROP (Fig. 5.14). But no dependence of WOB can be seen at lower values of RPM.
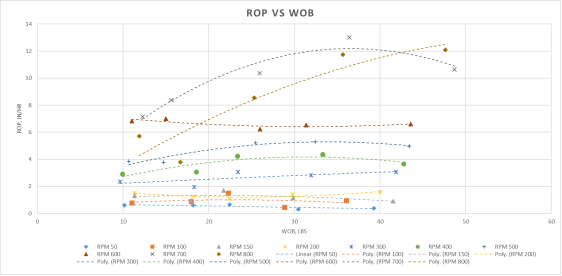
Figure 5.14: ROP vs. WOB plot at constant RPM for experiments on soft sandstone
Â
6. Conclusions and Recommendations
- Conclusions
- At constant WOB, with increase in RPM, increase in lateral vibrations in hard sandstone is higher than in soft sandstone which indicates that lateral vibrations also depend on type of formation.
- Axial vibrations are highly dependent on torque. No matter what RPM, WOB or the formation type is taken into account if there a change in torque, corresponding change will be observed in axial vibrations.
- WOB has less effect on excitation of axial vibrations in soft rocks and more effect in hard rocks. Hence the setpoint WOB should be decreased for drilling into hard rocks.
- RPM of 700 is the highest RPM which can be used to obtain highest ROP without taking the increased vibrations into account. Increase of RPM further lowers the ROP which can be attributed to such increased vibrations and velocities that the bit does not get enough time to contact and drag the rock surface.
6.2 Recommendations and Future Work
Although the design of the rig was optimized, there is always room for improvement. With an increase in budget and limited design constraints, the rig can be constructed better. Following are the recommendations for upgrading the rig.
- The software program used for the control algorithm can be upgraded to Labview or Dasylab which are more user friendly for programming the automation and control architechture.
- Using Labview or Dasy lab will allow to operate on a faster computer with a recent operating system which will help in faster data collection and storage.
- A vibrating element can be attached to the travelling block when WOB calibration is performed so that error due to change in friction values can be negated.
- The spring couplings attached to the torque can be upgraded with a higher torque rating to prevent failure at higher vibrations.
- A stable support structure for the torque sensor and laser deflection sensor can be provided.
If the bit can be obtained or manufactured with diamond coated cutters, then a set of experiments can be designed where relationship could be examined between RPM, WOB and the depth of cut.
Forward and backward whirl characterization experiments could be performed with improved sensors for detection of whirl rates.
Hammering action can be included in the drilling action and its effect on ROP, lateral vibrations, torque and axial vibrations could be analyzed.
Â
Nomenclature
Â
References
Braun, Simon G. Ewins, David J. Rao, Singiresu S.. (2002). Encyclopedia of Vibration, Volumes 1-3. Elsevier.
Â
Appendix A
Â
Appendix B